咨询热线:0519-86211821
咨询热线:0519-86211821
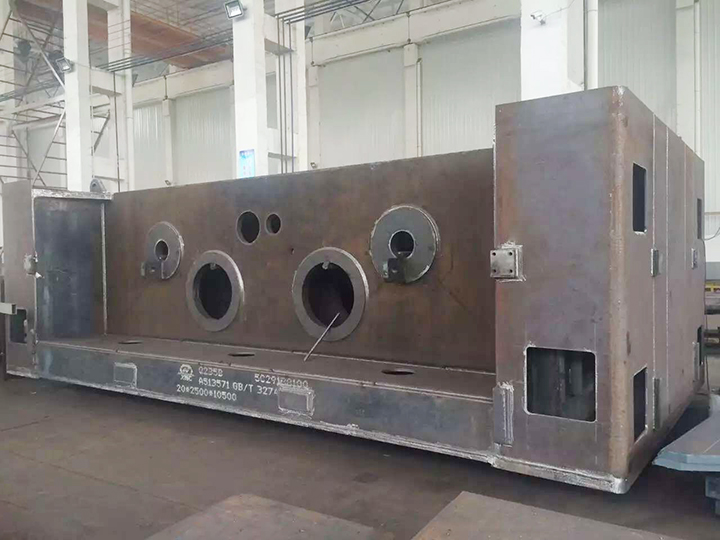
在大型机械设备加工过程中中,尺寸精度是一个很重要的质量参数。它指的是加工出的机械部件的实际尺寸与设计图纸上规定的尺寸之间的一致性和准确性。高精度的尺寸能够确保零件之间正...
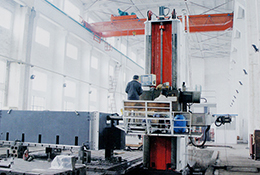
落地镗铣床作为一种高效、准确的金属切削加工设备,其进给速度范围在加工过程中扮演着很重要的角色。进给速度是指切削刀具相对于工件在进给方向上的运动速度,它直接影响着加工效率...
在数控龙门铣床加工过程中,进给速度作为关键参数之一,对加工质量和效率具有重要影响。进给速度是指工件或刀具在加工过程中的移动速度,它直接决定了切削过程的快慢和稳定性。 ...
在大型机械设备加工中,切削速度是一个很重要的参数。它直接影响着加工效率、产品质量以及刀具的使用寿命。切削速度的选择,需要根据加工材料的种类、硬度以及所使用的刀具类型进行...